ROBOTICS
Robot
are computer-controlled devices which perform tasks usually done by humans. The
basic industrial robot in a wide use today is an arm or manipulator which moves
to perform industrial operation. Tasks are specialized and vary tremendously. They
include:
·
Handling. Loading and unloading component onto
machines
·
Processing. Machining, drilling, painting, and
coating.
·
Assembling. Placing and locating a part in
another compartment.
·
Dismantling. Breaking down an object into its
components part.
·
Welding. Transporting. Moving materials and
parts.
·
Painting. Spray painting parts.
·
Hazardous tasks. Operating under high level of
heat, dust, radioactivity, noise, and noxious odors.
A robot is
simply a series of mechanical links driven by servomotor. The area at each
junction between the links is called a joint or axis. The axis may be straight
line, circular, or spherical. This picture bellows illustrate a 6-axis robot
arm.

The reach of the robot is defined
as the work envelope. Which is determined by the major (non-wrist) types of
axes that robot has. Most applications require end-of-arm tooling called the
end effector, varies depending on the type of work the robot does.
Robots
powered by compressed air are lightweight, inexpensive, and fast-moving but
generally not strong. Robot powered by hydraulic fluid are stronger and more
expensive but many lose accuracy if their hydraulic fluids change temperature.
Originally
all robot used hydraulic servo-drives. Driven mostly by the level of services
requires to maintain hydraulic servo system in these early industrial robot,
engineers developed the articulated robot with dc electric servo drive motor.
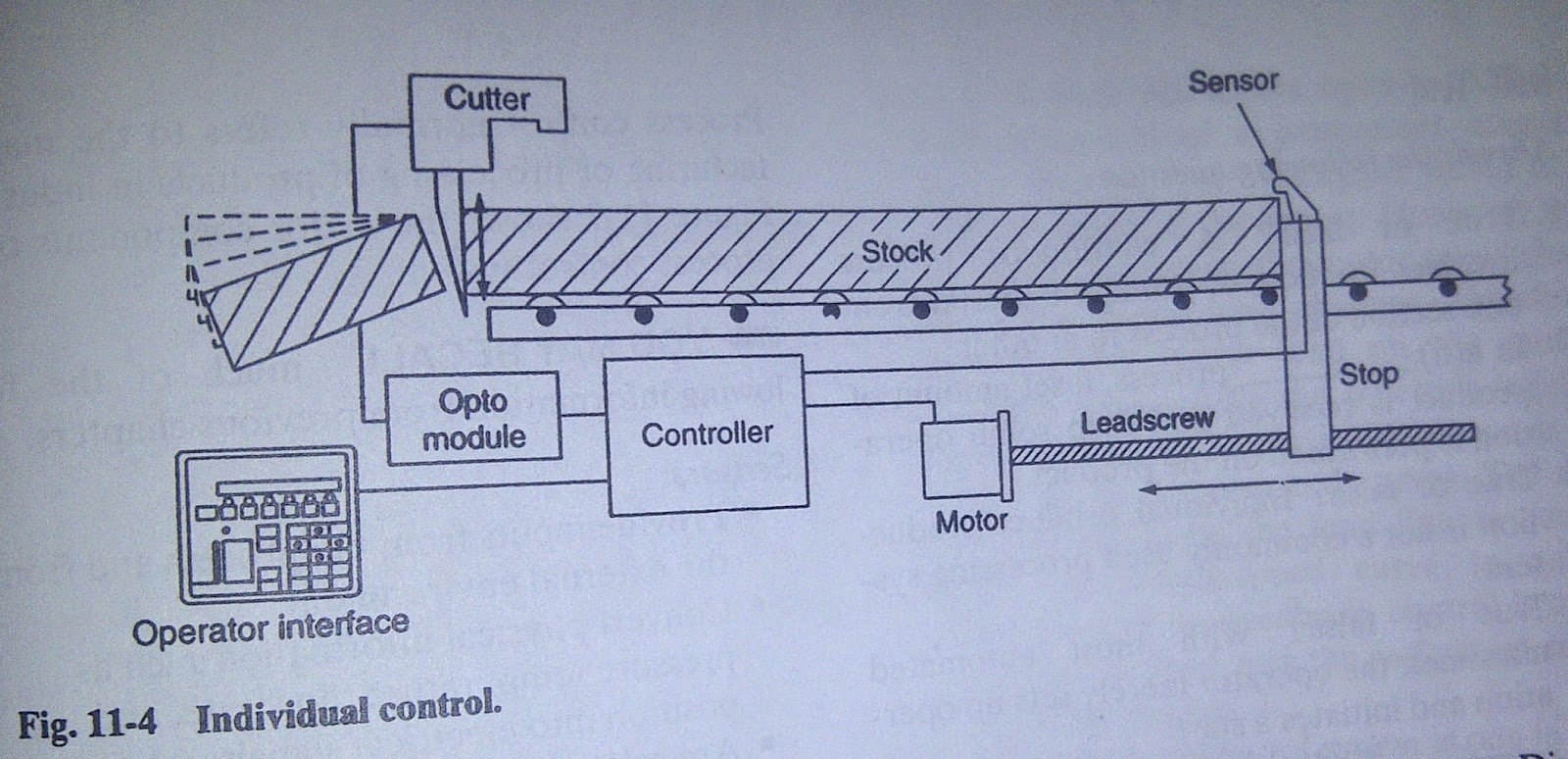
There are two types of robot control system:

References:
Petruzella, Frank. 1996. Industrial Electronics. Mc-Graw Hill. Singapore